Therapeutic peptides hold an important position amongst pharmaceutical compounds due to their relatively small size and their tolerability in humans, but they are subject to highly stringent purity requirements. The target peptide can be synthesized, for example, by solid phase synthesis, or expressed in a biological model system, both of which generate a crude peptide contaminated by extensive amounts of process-related impurities (failure sequences, chemical modifications, bioburden etc.) that need to be removed. Currently, reverse phase chromatography (RPC) is the most commonly employed purification technique, but crude feeds may foul the columns. By introducing a cation exchange chromatography (CIEX) step upstream of the high-performance silica-based RPC step, the burden from impurities is significantly reduced. In addition, the purity of the target peptide is greatly enhanced. We present here two differently produced therapeutic peptides, both purified with an upstream CIEX step before one or two RPC steps. This purification process provided the desired target peptide purity of more than 99%.
Peptides
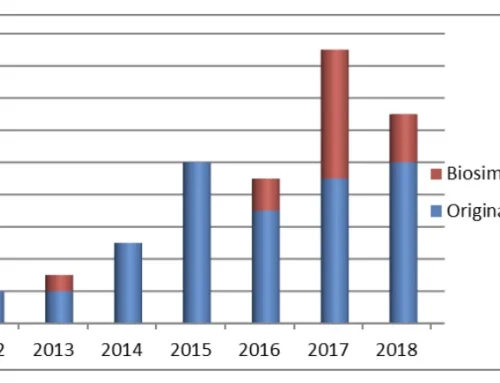
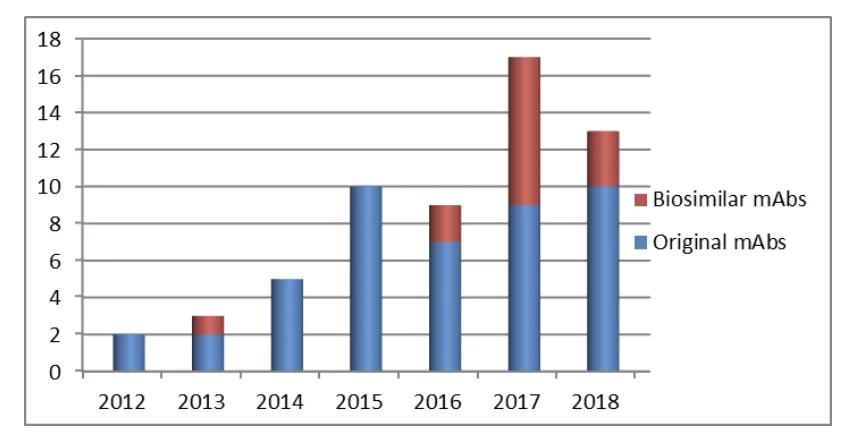
Today, there are many therapeutic peptides on the market for clinical use. The global market for therapeutic peptides in 2017 amounted to $22 billion and is estimated to exceed $50 billion by 2024. Thus, there is a high demand for robust and high-performance peptide purification strategies.
So-called therapeutic peptides (2-50 amino acid sequences) are attractive as medical candidates due to their high efficacy, safety, and tolerability in humans, as well as the lower complexity and cost of production compared to protein-based drugs. Therapeutic peptides represent a specialized niche between protein-based biopharmaceuticals and traditional small molecule therapies and constitute a promising treatment approach to many diseases, including cancer. Regardless of the peptide production method (peptide synthesis or isolation from expression in host cells), all crude peptides need to be purified, and the purity requirements for therapeutic peptides are particularly stringent.
 Source: Bio-Works – An employee is packing a column at a Bio-Works’ lab.
Source: Bio-Works – An employee is packing a column at a Bio-Works’ lab.
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat.
- Proteases and peptidases work on a native free amino and carboxy terminus
- Proteases and peptidases work on linear peptide sequences.
- Peptidases recognize L-amino acids, so exchanging these with the corresponding D-amino acids can stabilize the peptide.
- Unusual or non-canonical amino acids can increase the stability of therapeutic peptides, as they are not recognized by human proteases.
The stakeholders are as diverse as the challenges
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat.
Table 1. Properties of WorkBeads 40S.
| GoBio Mini Butyl SH | |
| Target substances | Proteins, peptides, plasmids, oligonucleotides |
| Target substances | Proteins, peptides, plasmids, oligonucleotides |
¹ The median particle size of the cumulative volume distribution.
² Dynamic binding capacity at 10% breakthrough determined at a residence time of 4 min (150 cm/h) in a 6.6×100 mm column. Buffer conditions: 0.1 M sodium phosphate, 2 M ammonium sulfate, pH 7.
³ The optimal flow rate during binding is dependent on the sample. During column wash and elution, a flow rate of 1 mL/min and 5 mL/min can be used for 1 mL and 5 mL columns, respectively. Note: The maximum pressure the packed bed can withstand depends on the sample/liquid viscosity and chromatography resin characteristics. The pressure also depends on the tubing used to connect the column and the system restrictions after the column outlet.
⁴ Aqueous buffers at 20°C. Decrease the maximum flow rate if the liquid has a higher viscosity. Higher viscosities can be caused by low temperature (use half of the maximum flow rate when operating at +4°C) or by additives (e.g., use half of the maximum flow rate for 20% ethanol).
APPLICATION NOTE
Download our application note that discusses how cation exchange chromatography is an efficient technique for the purification of peptides.

{kind=link}
{kind=link}
{kind=link}
Leave A Comment